
作者: 奕星SEO 分类: 新闻动态 发布时间: 2019-04-22 16:49 阅读量:次
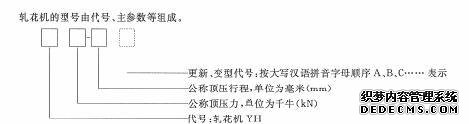
预应力钢绞线用轧花机
1范围
本标准规定了预应力钢绞线用轧花机的型号、要求、试验方法、检验规则及标志、包装和贮存。本标准适用于制作预应力钢绞线固定端乳花锚的轧花机(以下简称轧花机)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文
件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1804—般公差未注公差的线性和角度尺寸的公差
GB/T 5224预应力混凝土用钢绞线
GB/T 14039液压传动油液固体颗粒污染等级代号
GB/T 16924钢件的淬火与回火
JB/T 5000. 3重型机械通用技术条件
JB/T5000. 4重型机械通用技术条件
JB/T 5000. 5重型机械通用技术条件
JB/T 5000. 6重型机械通用技术条件
JB/T 5000. 8重型机械通用技术条件
JB/T 5000. 9重型机械通用技术条件
JB/T 5000. 10重型机械通用技术条件第10部分:装配
JB/T 5000. 12重型机械通用技术条件第12部分:涂装 JB/T 5000. 13重型机械通用技术条件第13部分:包装
3术语和定义
下列术语和定义适用于本文件。
3. 1
公称顶压力 nominalpressure
乳花机在额定压力时活塞的输出力值的名义值。
3.2
公称顶压行程 nominalstroke
乳花机活塞两个极限位置的距离。
3. 3
轧花锚 bulbanchor
利用轧花机将钢绞线端头压成梨形散花头,通过梨形散花头及其后一定长度的钢绞线与混凝土的粘结实现预应力钢绞线锚固的一种锚固方式。
示例1:
公称顶压力为30 kN,公称顶压行程为70 mm的轧花机:轧花机YH30-70 示例2:
公称顶压力为30 kN,公称顶压行程为80 mm,第一次改变设计的轧花机:轧花机YH30-80A 5要求 5. 1工作介质
轧花机的工作介质宜采用一 15 °C〜65 °C时运动黏度为15 mm2/s〜50 mm2/s的具有一定防锈和抗磨能力的液压油。油液中固体颗粒污染等级不应高于GB/T14039规定的-/19/16,宜根据环境温度 及使用压力选择不同牌号的液压油。液压油应与密封件材料相容。
5.2使用性能
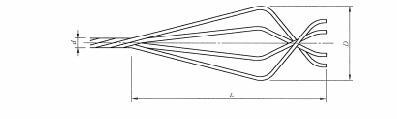
5.2. 1轧花锚外观质量
轧花锚的梨形散花形状应如图1所示,尺寸应符合表1的规定。

5.2.2空载性能
轧花机的空载起动油压不应大于额定油压的3%。
5.2.3超载性能
在1.25倍额定压力下,轧花机不得有外泄漏,各零件应无异常变形。
5.2.4夹具副耐用性
夹持钢绞线的夹具副的累计轧花次数不应少于5 000次。
5.2.5整机耐用性
除夹持钢绞线的夹具副之外,在不更换其他零件的条件下,乳花机应能累计进行1万次乳花。制作 的轧花锚尺寸应符合表1的要求。
5.3材料、毛坯、外购件和协作件要求5.3.1零件材料应符合按规定程序批准的图纸或技术文件要求。如采用代用材料,不应低于原设计所选材料规定的各项性能要求。所有材料均应附有理化性能检验合格证。
5.3.2零件铸造毛坯根据材料成分不同,应分别符合JB/T 5000.4JB/T 5000. 5JB/T 5000. 6的有 关规定。
5.3.3零件锻造毛坯应符合JB/T 5000. 8的有关规定。
5.3.4焊接件应符合JB/T 5000.3的有关规定。
5.3.5密封圈、防尘圈、钢丝编织橡胶软管、钢丝编织胶管接头等外购件和协作件均应符合国家或行业有关标准规定和设计图纸要求,并应有检验合格证。
5.4制造要求
5.4. 1零件应按图纸及技术文件要求进行加工,切削加工件应符合JB/T 5000.9的有关规定。
5.4.2零件热处理加工应按图纸及技术文件要求进行,并应符合GB/T16924的有关规定。
5.4.3主要零件工作表面的粗糙度应符合下列要求:油缸、活塞、活塞杆和导向套等液压滑动表面外圆表面粗糙度值不应大于0. 4 Mm,内孔表面粗糙度值不应大于0. 8 pm。
5.4.4主要普通螺纹精度等级不宜低于6H/6g级,当为梯形螺纹时精度等级不宜低于8H/8e级,表面粗糙度值不宜大于6.3 pm。
5.4.5机械加工零件上未注公差的极限偏差尺寸应符合GB/T1804中的有关规定。
5.4.6油嘴接头联结螺纹宜优先选用M16X1.5。
5.4.7乳花机外露表面应做防锈处理,涂装件应符合JB/T 5000. 12的有关规定。
5.4.8产品装配应符合JB/T 5000.10的有关规定。
6试验方法
6. 1试验条件
6. 1. 1试验用油应符合下列要求:
a)40 °C时运动黏度在28. 8 mm2/s〜50. 6 mm2/s范围内;
b)固体颗粒污染等级不应高于GB/T14039规定的-/19/16;
c)具有一定的防锈和抗磨能力;
d)温度保持在20 °C〜60 °0范围内;
e)与密封件材料相容。
6.1.2试验仪器应符合下列要求:
a)压力表的精确度等级不应低于0.4级,量程应为该项试验最大压力的140%〜200%;
b)钢板尺的分辨率不应低于1 mm。
6. 1.3试验用预应力钢绞线应符合GB/T5224的要求。
6.2空载性能
空载往复运行三次,在轧花机无爬行、无跳动时进行下列试验:空载下使活塞或活塞杆移动,量测起 动时的压力。
6.3超载性能
完成上述6. 2试验后,将压力升至1. 25倍额定压力,持荷3 min后卸荷。观察加荷时各密封、焊接位置有无外泄漏,各零件有无异常。
6.4轧花锚外观质量
按照6.1.3的要求选取预应力钢绞线试样,用轧花机进行轧花,并用钢板尺量测轮廓尺寸。
注:岀厂检验时取一个轧花锚试样进行外观质量检验,型式检验时取三个轧花锚试样进行外观质量检验。
6.5夹具副耐用性
在6.2〜6. 4试验合格的条件下,按照6. 1. 3的要求选取预应力筋5 000件,用轧花机进行轧花,并 用钢板尺量测轮廓尺寸。
6.6整机耐用性
在6.2〜6. 5试验合格的条件下,按照6. 1. 3的要求选取预应力钢绞线进行轧花。 注:可结合工程在现场进行轧花。
7检验规则
6. 1轧花机应进行出厂检验和型式检验。
7.2每台乳花机均应进行岀厂检验,检验合格后方可岀厂。
7.3出厂检验项目见表2。
7.4岀厂检验项目中有任意一项不合格者,该台轧花机判为不合格。返修后,应重新进行全部项目的检验。
7.5凡属下列情况之一,应进行型式检验。
a)新产品或老产品转厂生产的试制定型鉴定
b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c)正常生产时,每2〜3年应进行一次检验;
d)产品长期停产后,恢复生产时;
e)出厂检验结果与上次型式检验有较大差异时;
f)国家质量监督机构提出进行型式检验的要求时。
7.6型式检验项目见表3
7.7型式检验的抽样数量为三台,其中一台应进行全部项目的检验:其余二台可不进行表3中第4项 和第5项规定的检验。
7.8型式检验中有不合格的项目时,应再抽取三台轧花机对该项目进行复验^卩仍有不合格者,则型式 检验不合格。
8标志、包装和S&存
6. 1产品标牌应端正、牢固地固定在设计规定的部位。
8.2产品标牌内容应包括:
a)产品名称、型号;
b)主要技术参数;
c)产品编号;
d)制造厂名称及商标;
e)出厂日期。
8.3产品出厂装箱时应附带下列文件,并装入防潮文件袋内。
a)产品合格证;
b)使用说明书;
c)装箱单。
8.4产品装箱时,应将规定附带的备件、密封件、防尘圈等附件装入同一箱内。
8.5包装箱应采用材板满包的包装箱结构。包装应牢固可靠且应具有防潮能力。轧花机和零部件在箱内应妥善固定,防止在搬运过程中相互碰撞。
8.6包装箱外壁明显位置上应标明:
a)产品型号、名称及数量;
b)装箱编号、箱体尺寸及毛重;
c)制造厂名;
d)装箱日期;
e)出厂日期;
f)收货单位名称、地址及到站名称。
8.7产品包装的其他技术条件应符合JB/T 5000.13的有关规定。
8.8产品应放在通风良好、防潮、防晒和防腐蚀的仓库内。各个油嘴均应戴好防尘帽。
