
作者: 预应力钢绞线 分类: 产品知识 发布时间: 2019-08-24 11:13 阅读量:次
桥梁成品预应力钢绞线束
1 范围
本标准规定了工厂生产的桥梁成品预应力钢绞线束产品的预应力钢绞线规格、型号及结构形式、技术要求、试验方法、检验规则、标志、包装、运输和储存等。
本标准适用于公路桥梁后张预应力混凝土结构用的成品预应力钢绞线束,铁路、市政桥梁和水利工程等可参照执行。
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件;凡足•不注期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 197
普通螺纹公差
GB/T 230. 1
金属材料洛氏硬度试验第1部分:试验方法(a、b、c、d、e、f、g、h、k、n、t#r)
GB/T 699
优质碳素结构钢
GB/T 708
冷轧钢板和钢带的尺寸、外形、重量及允许偏差
GB/T 1804
•一般公差未注公差的线性和角度尺寸的公差
GB/T 5224
预应力混凝土用钢绞线
GB/T 14464
涤纶短纤维
GB/T 16924
钢件的淬火与回火
•IB/T 5936
X程机械机械加工件通用技术条件
JT/T 329
公路桥梁预应力钢绞线用锚具、夹具和连接器
YB/T 5294
一般用途低碳钢丝
3、术语和定义
3.1
成品预应力钢绞线束 prestressing multi-strands product
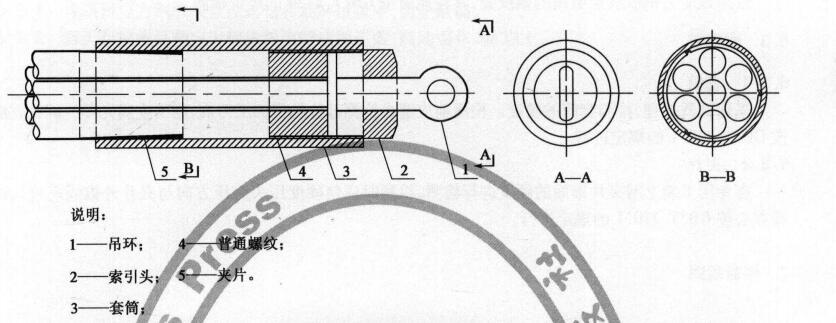
将多根钢绞线在工厂平行理顺、梳编加工成型的钢束,穿束时用特制牵引器将成品预应力钢绞线束牵引至后张预应力混凝土结构塑料或金属波纹管孔道内。
3.2
记号板marker
在成品束两端设置由涤纶短纤维材料按圆锚张拉端锚板平面布孔形式仿型制作的板。
3.3
牵引器 strand-threaded device
JT/T 861—2013
用于牵引成品预应力钢绞线束的装置
4规格、型号及结构形式 4.1规格
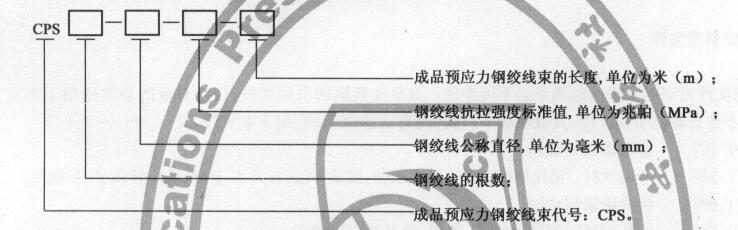
成品预应力钢绞线束由不同数量的钢绞线组成,以组成根数分为25个规格系列:3, 4, 5, 6, 7, 8, 9, 10, 11,12, 13, 14, 15, 16, 17, 18, 19, 20, 21,22, 23, 24, 25, 26, 27。
4.2、型号
桥梁成品预应力钢绞线
5.3工艺性能
5.3.1成品预应力钢绞线束应用钢带捆扎。
5.3.2记号板设置在索两端,按JT/T329中圆锚张拉端锚板的外径孔位及尺寸仿型制作。
5.3.3牵引器机械加工应符合JB/T5936的规定,公差等级应不低于GB/T1804中的C级规定,热处理应符合GB/T16924的规定,普通螺纹应符合GB/T197的规定。
6试验方法
6.1外观
成品预应力钢绞线束外观质量用目测,长度允许偏差用钢卷尺测量。
6.2原材料
成品预应力钢绞线朿所用的钢绞线,其性能应按GB/T 5224的规定检测。
6.3 牵引器
6.3.1套筒
采川调质处理,检测套筒的硬度。检测前应磨去检测部位的机加丁刀痕,露出金属光泽。试验方法按GB/T 230. 1的规定进行。
6.3.2央片
在专用工装上对夹片锥面的硬度进行检测,检测时应使硬度压头施压方向与夹片外锥线垂直。试验方法按GB/T 230.1的规定进行。
7检验规则7.1原材料检验
成品预应力钢绞线束所用钢绞线应山同一牌号、同一规格、同--生产工艺的钢绞线组成。钢绞线进 厂时,应进行验收检验,检验项目应按5.2.1进行。
7.2出厂检验
成品预成力钢绞线束每批次质量不大于60t。每批次出厂时,在原施1:定制长度基础上抽取二根洱 增加1m〜1.2m长度,并标记,供现场检验。
每根成品预应力钢绞线朿的岀厂检验项目应按5. 1和5. 3. 1进行。
在K列情况之一时,应进行型式检验,型式检验的项目应按第5章进行:
a)新产品或老产品转厂生产的试制定型鉴定;
b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c)正常生产时,每三年至五年进行一次检验;
d)产品长期停产后,恢复生产时;
e)出厂检验结果与上次型式检验有较大差异时;
D 国家质量监督机构提出进行型式检验要求时。
8标志、包装、运输和储存
8.1 标志
每根成品预应力钢绞线束应有合格标牌,标牌应牢固地系于产品内、外包装上,并用钢带捆扎牢固。标牌应清晰注明成品预应力钢绞线束型号、规格、长度、质量、生产厂名、工程名称和生产「I期等。
8.2包装
8.2.1成品预应力钢绞线束以盘卷的形式包装,外形尺寸应满足相应的运输条件。
82.2成品预应力钢绞线束应采用不损伤产品表面质量且阻燃的材料缠包保护,盘卷整齐、捆扎
结实。
8.3运输和储存8.3.1成品预应力钢绞线束在运输和装卸过程中,防止碰伤。
8.3.2露天存放成品预应力钢绞线束时应加遮盖,离地面0.3m以上
