
作者: 预应力钢绞线 分类: 产品知识 发布时间: 2019-08-24 11:13 阅读量:次
预应力钢绞线及钢丝用热轧盘条
本标准规定了预应力钢绞线及钢丝用盘条的牌号、订货内容、尺寸、外形、重量及允许偏差、技求、试验方法、检验规则、包装、标志和质量证明书。本标准适用于制造预应力钢绞线及钢丝用热轧盘条(以下简称盘条)。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T 222钢的成品化学成分允许偏差
GB/T 223.5钢铁酸溶硅和全硅含量的测定还原型硅钼酸盐分光光度法
GB/T 223.9钢铁及合金铝含量的测定 铬天青S分光光度法
GB/T 223.12钢铁及合金化学分析方法碳酸钠分离一二苯碳酰二肼光度法测定铬量
GB/T 223.19钢铁及合金化学分析方法新亚铜灵一三氯甲烷萃取光度法测定铜量
GB/T 223.23钢铁及合金镍含量的测定丁二酮辑分光光度法
GB/T 223.37钢铁及合金化学分析方法蒸馏分离一靛酚蓝光度法测定氮量
GB/T 223.62钢铁及合金化学分析方法 乙酸丁酯萃取光度法测定磷量
GB/T 223.63钢铁及合金化学分析方法 高碘酸钠(钾)光度法测定锰量
GB/T 223.67钢铁及合金硫含量的测定次甲基蓝分光光度法
GB/T 223.69钢铁及合金碳含量的测定 管式炉内燃烧后气体容量法
GB/T 223.79钢铁多元素含量的测定X-射线荧光光谱法(常规法)GB/T 224钢的脱碳层深度测定法
GB/T 228金属材料室温拉伸试验方法
GB/T 2101型钢验收、包装、标志及质量证明书的一般规定
GB/T 2975 钢及钢产品 力学性能试验取样位置及试样制备
GB/T 4336碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规法)GB/T 6394金属平均晶粒度测定方法
GB/T 10561钢中非金属夹杂物含量的测定标准评级图显微检验法
GB/T 13298金属显微组织检验方法
GB/T 14981--2009热轧圆盘条尺寸、外形、重量及允许偏差
GB/T 20066钢和铁化学成分测定用试样的取样和制样方法
GB/T 20123钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125低合金钢多元素的测定 电感耦合等离子体发射光谱法
GB/T 24242.1 2009制丝用非合金钢盘条第1部分一般要求
YB/T 081 冶金技术标准的数值修约与检测数值的判定原则
YB/T 169高碳钢盘条索氏体含量金相检测方法
3牌号
钢的牌号由代表“应力”的汉语拼音字母(大写)、平均碳含量和区别锰含量符号组成。例如YL77A、YL82B。其中:YL——“应力”的汉语拼音字头;72、77、82、87——标准规定的碳平均含量(以万分之几计);A、B——区分化学成分中不同锰含量。4订货内容
订货时,合同中应包括下列信息:a)产品名称;b)标准编号;c)牌号;d)盘条公称直径;e)尺寸、外形精度级别;f)重量;g)包装方式及标志要求(如要求)h) 其他要求。5尺寸、外形、重量及允许偏差
5.1盘条的尺寸、外形及允许偏差应符合GB/T 14981--2009中B级及以上精度的规定。若合同中未
明确时,按GB/T 14981--2009中B级精度执行。5.2盘条的重量应符合GB/T 14981 2009的要求。每盘盘条应由一根盘条组成。6技术要求
6技术要求
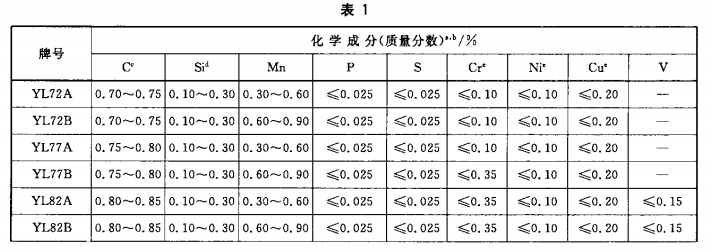
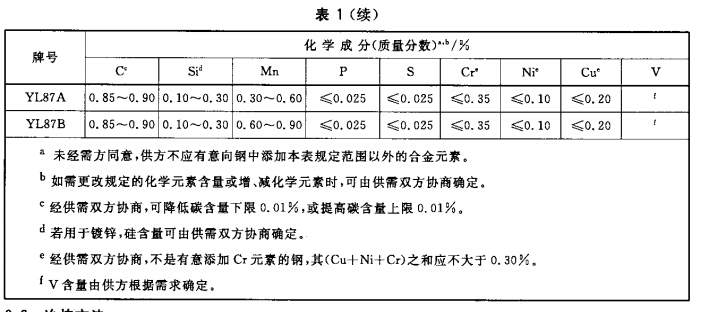
6.1牌号及化学成分
6.1.1盘条用钢的牌号和化学成分(熔炼分析)应符合表1的规定。
6.1.2盘条化学成分的允许偏差应符合GB/T 222的规定。
6.1.3经供需双方协商,并在合同中注明,可供应其他牌号和化学成分的盘条。
6.2冶炼方法钢由转炉或电炉冶炼,并应进行炉外精炼。
6.3交货状态盘条以热轧状态交货。
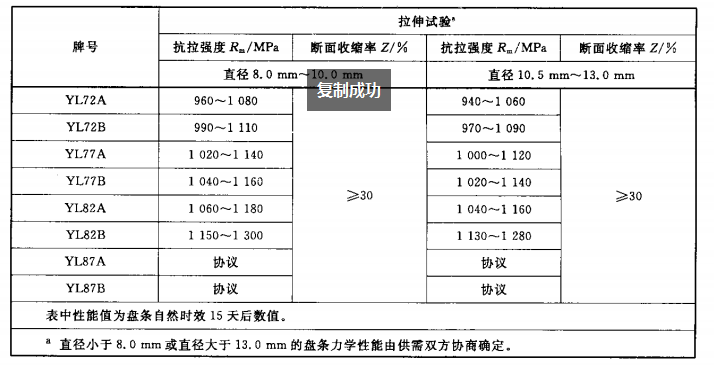
6.4力学性能经供需双方协商,并在合同中注明,盘条的抗拉强度R。和断面收缩率z可按表2的规定执行。
6.5高倍
6.5.1脱碳层
盘条应进行脱碳层深度检验,盘条一边总脱碳层(全脱碳+部分脱碳)的深度应不大于1.5%D
(D表示盘条公称直径)。
6.5.2显徽组织
盘条的显微组织应主要为索氏体组织,索氏体率应不小于85%。盘条的显微组织中不应有妨碍使用的马氏体、全封闭网状渗碳体等有害组织。若供方在工艺上有保证,可不做检验。
6.5.3特殊要求
经供需双方协商,并在合同中注明,可进行奥氏体晶粒度、非金属夹杂物等项检验,规定值在合同中明确。
6.6表面质量
6.6.1盘条表面应光滑,不应有裂纹、折叠、夹杂、耳子、结疤、分层等对使用有害的缺陷。
6.6.2盘条表面允许有深度(或高度)不大于0.10 mm的麻点、凹坑、划伤和氧化铁皮压人等轻微的局部缺陷。
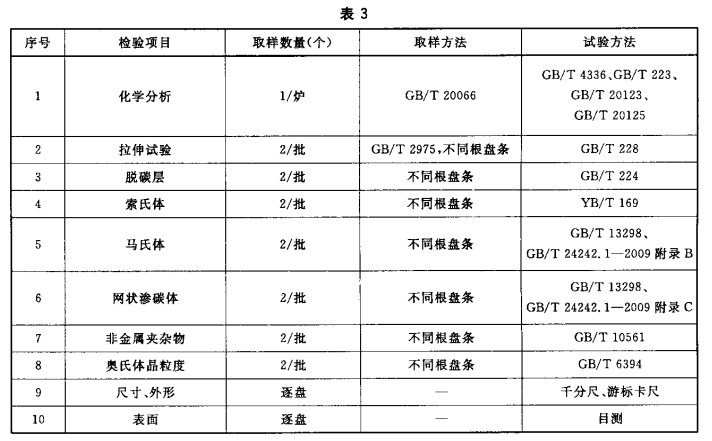
7试验方法
每批盘条的检验项目、取样数量、取样方法及试验方法应符合表3的规顶。
8检验规则
8.1检查与验收
盘条的检查与验收由供方技术监督部门进行。
8.2组批规则
盘条应成批验收,每批由同一牌号、同一炉号、同一尺寸的盘条组成。
8.3复验与判定
盘条的复验与判定应符合GB/T 2101的规定。
9数值修约
盘条各项检验及检查测量值的数值修约应符合YB/T 081的规定。
10包装、标志和质量证明书
10.1 盘条的包装、标志按合同要求。当需方未明确时,由供方确定。
10.2盘条的质量证明书应符合GB/T 2101的规定
当前标签: 钢绞线
